VON DEINEM SCHWEISS-PROFI
WIG-Schweißen

Systemerläuterung
Beim WIG-Verfahren (WIG = Wolfram-Inert-Gas) brennt der elektrische Lichtbogen zwischen der nicht abschmelzenden Wolfram-Elektrode und dem Werkstück. Der Lichtbogen ist äußerst intensiv und kann sehr stabil geführt werden. Ein separat zugeführtes Argon-Schutzgas schützt den Lichtbogen und die Schweißzone vor dem Zutritt der Atmosphäre. Falls erforderlich, werden Zusatzwerkstoffe von Hand oder mit einer speziellen Kaltdrahtzufuhr zugegeben. Stahl, Kupfer, Titan u. a. werden mit Gleichstrom geschweißt.
Die Elektrode ist am Minuspol angeschlossen und spitz zugeschliffen. Aluminium, Magnesium, deren Legierungen sowie Kupferlegierungen (Messing u. a.) werden, um die Oxidhaut aufzureißen, mit Wechselstrom geschweißt. Die Elektrode ist stumpf. Beim Schweißen stellt sich eine runde bis ballige Form ein. Mit modernen Inverterstromquellen kann auch mit spitzer Wolfram-Elektrode geschweißt werden.
Die Besonderen Vorteile
Die einfache Handhabung und die gute Beherrschbarkeit des Lichtbogens ermöglichen ein komfortables Arbeiten. Die geringe Verzunderung des Werkstücks, die schmale Schweißzone, der Wegfall von Flussmitteln und der spritzerfreie Lichtbogen sorgen für saubere, exakte Nähte ohne Schlackeneinschlüsse und ohne Nacharbeit. Es lassen sich alle Nahtformen mit hoher Festigkeit herstellen.








Was Sie wissen sollten
Entscheidend für die Zündfähigkeit einer Wolframelektrode ist die Elektronenaustrittsarbeit. Die Elektronenaustrittsarbeit beschreibt die benötigte Energie, die aufgewendet werden muss, um ein Elektron aus dem Atomverband der Wolfram-Elektrode zu lösen. Je geringer die aufzuwendende Kraft, desto leichter kann der Lichtbogen gezündet werden. Durch Dosierung mit Oxidzusätzen (beispielsweise La2O3, ThO2 etc.) kann diese Elektronenaustrittsarbeit weiter reduziert werden. Ein weiterer positiver Effekt ist die höhere Temperaturbelastbarkeit der Elektrode. Auch die Verteilung der Oxide spielt eine wichtige Rolle – sie sollten möglichst gleichmäßig (homogen) verteilt sein.
Im kritischen Fokus sind seit einigen Jahren die thoriumhaltigen Wolframelektroden (Kennfarben Rot/Orange). Aufgrund ihrer guten Eigenschaften im Bereich Zündfähigkeit, Lichtbogenstabilität, Standzeit und ihrer Eignung für den Einsatz bei Gleich- wie Wechselstrom sind sie zum Standard für die meisten WIG-Anwendungen geworden. Der Nachteil: Das chemische Element Thorium ist schwach radioaktiv. Somit sind einige Maßnahmen bei der Herstellung, dem Einsatz sowie dem Transport (Gefahrgut) zu beachten, die zum Umdenken anregen. Seit einiger Zeit gibt es aber auch strahlungsfreie Alternativen. So haben sich beispielsweise lanthanhaltige (Kennfarben Schwarz, Gold und Blau) oder solche mit „seltenen Erden“ angereicherten Elektroden (Kennfarbe Türkis) als Ersatz bewährt.
Zusammengefasst stellen sich folgende Anforderungen an Wolframelektroden:
- Gute Zünd- und Wiederzündfähigkeiten
- Konstanter Lichtbogen
- Lange Standzeit
- Hohe Strombelastbarkeit
- Universell einsetzbar (AC/DC)
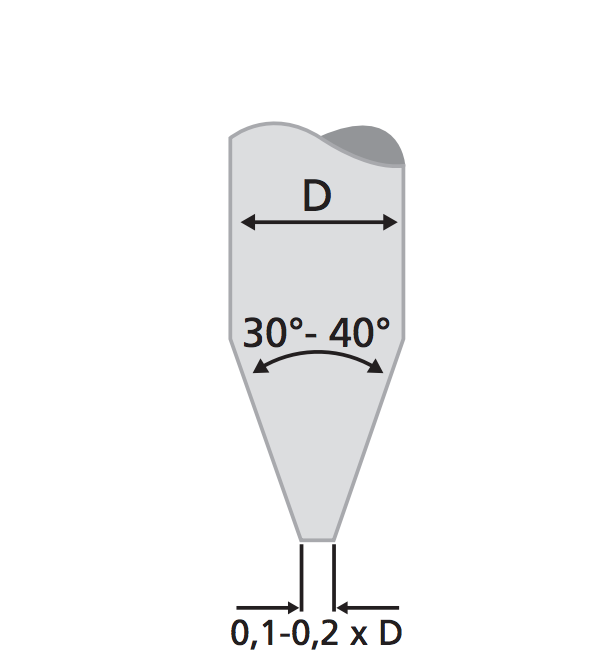
Richtig Anschleifen
Auch der richtige Anschliff ist wichtig für die Qualität der Schweißnaht (siehe Abbildung). Es sollte stets eine Diamantschleifscheibe verwendet werden. Die Elektrode ist immer in Längsrichtung anzuschleifen und die Spitze abzuflachen. Das Resultat wird den Anwender überzeugen: verbesserte Standzeit und Lichtbogenstabilität.





Das WIG-Orbitalschweißen basiert auf dem WIG-Prozess. Hauptaufgaben sind das Verschweißen von Rohren mit Rohren, Rohren mit Formstücken (Flansche, Rohrbogen) oder von Rohren in Wärmetauschern. Der Brenner bewegt sich während des Schweißprozesses auf einer Kreisbahn (lat. Orbit) um das ruhende Werkstück. Entscheidend für das Schweißergebnis und dessen Reproduzierbarkeit sind die Schweißbadbeherrschung über Parametervariation durch von Mikroprozessoren gesteuerte Stromquellen, die Wahl des für den Einzelfall geeigneten Schweißkopfes, aber auch die Art der Nahtvorbereitung.
Anmerkung
Maschine zum Plandrehen, Anfasen oder Trennen von Rohren als Voraussetzung für die Reproduzierbarkeit des Schweißergebnisses auf Anfrage.




